Experimental Willpower of the Results of Slicer Settings on the Mechanical Power of Fused Filament Fabrication Manufactured Specimens
Samuel Hart and Trevor Grey
Mechanical Engineering
Valparaiso College
Valparaiso, Indiana
Dr. Daniel Blood
Assistant Professor of Mechanical Engineering and Bioengineering
Valparaiso College
Valparaiso, Indiana
ABSTRACT:
The buyer-level Fused Filament Fabrication (FFF) neighborhood has little scientific info out there on the mechanical properties of printed components. Even much less is thought concerning the relationship between slicer settings, resembling hotend temperature, and the ensuing mechanical energy with numerous filaments. This paper presents a proposed methodology of characterizing the connection between slicer settings for various filament varieties and the ensuing mechanical energy of FFF components. Moreover, outcomes of testing MatterHackers’ MH Construct PLA, PRO Collection PLA, PRO Collection ABS, PRO Collection PETG, PRO Collection Nylon, and NylonX filaments are reported. It’s discovered that NylonX has the best energy to weight ratio at 92 lbf/g, MH Construct PLA has the best peak load at 478 lbf, and PRO Collection Nylon has the best ductility of the filaments examined with 25.6% pressure at failure. PRO Collection PLA energy depends the least on the path of the utilized drive with an isotropic ranking of fifty%. Extra parameters, resembling half fan velocity, print velocity, and infill proportion, are examined to find out their impact on tensile energy.
1. INTRODUCTION
1.1 Motivation
The expiration of Stratasys’ Fused Deposition Modeling (FDM) patent in 2009 resulted in a beforehand unimaginable explosion in do-it-yourself (DIY) tech [1]. The open-source neighborhood renamed the printing course of Fused Filament Fabrication (FFF) to stop infringement on Stratasys’ FDM trademark. Filament primarily based 3D printing maintains its place as the first printer know-how for customers as a result of relative low price of entry, and the worldwide help neighborhood. The aggressive FFF printer market adjustments at a staggering tempo from yr to yr, and new capabilities are allowed by this new tech. Improvements in printer {hardware} and new forms of filament present customers with an ever-expanding array of choices. Whereas many of those improvements are designed to make printers extra user-friendly, many extra declare to provide the ‘finest’ prints doable; nevertheless, with out a scientific comparability of the options it is unimaginable to validate these claims. The analysis workforce at Valparaiso College (Valpo) acknowledges that there’s a want for unbiased analysis of printer parts and consumables, and the workforce has spent two years creating a repeatable methodology of analysis.
[1] Crump, S. Scott, “Equipment and Methodology for Creating Three-Dimensional Objects,” U.S. Patent 5 121 329, 9 June 9, 1992.
1.2 Figuring out Components that Have an effect on Printed Elements
A aim for many 3D printing fans is to provide components which might be aesthetically pleasing, and have comparatively excessive mechanical energy. Sadly, these two desired traits will not be doable with the identical printer/filament/slicer setting mixtures, and solely the person printing the half can decide if they need operate, kind, or a combination. An extra problem with quantifying aesthetics is the subjective nature of attractiveness. Determine 1 reveals an instance of two prints that come from the identical mannequin and general settings, however with a distinction within the .STL decision leading to ‘clean’ and ‘low-poly’ prints. Because of the subjective nature of aesthetics, the Valparaiso College analysis workforce is specializing in quantifying mechanical properties.
 and low-poly (right).")
Determine 1. Examples of snowman prints in excessive decision (left) and low-poly (proper).
Step one in evaluating energy is figuring out failure modes of printed components. Preliminary tensile testing of FFF specimens reveals three major modes of failure: yielding of the fabric, delamination between Z-layers, and delamination within the X-Y path. Subsequent, course of parameters are recognized which will contribute to failure for every of the three modes. The next conclusions are primarily based on evaluation of the failed specimens, evaluate of slicer settings, and comparability of printer parts.
1.2.1 Failure Attributable to Yielding
Yield energy is outlined because the transition from elastic (recoverable) deformation to plastic (everlasting) deformation [2]. Within the case of an injection molded half, that is largely as a result of materials properties of the polymer, and the interior residual stresses because of the injection course of. FFF printing is just like injection molding on this respect, however adjustments in materials properties and the bodily strategy of producing inner residual stresses are distinctive. Extruded materials properties are principally a operate of the polymer sort, however the materials properties are additionally affected by the extent of polymer degradation. This degradation of the polymers can happen from moisture, ultra-violet (UV) mild, chemical compounds, and most notable for FFF printing, heating. Some degradation probably happens earlier than the person receives the filament as a result of potential use of recycled plastics, and heating of the polymer on the time of filament manufacturing. Additional degradation can happen on the person’s finish from improper filament storage, or overheating throughout extrusion. Consequently, the three objects recognized as essential for materials properties are filament sort (materials, producer, and storage historical past), extruder-hotend-nozzle mixture, and slicer settings (hotend temperature and extrusion price).
Inside residual stresses are brought on by the uneven cooling of a fabric. Injection molded components sometimes cool faster on the surface surfaces as in comparison with the within. The polymer turns into extra inflexible and contracts because it cools; consequently, if the surface floor cools too quickly the interior materials may have no solution to freely contract. Determine 2 reveals an instance of this phenomenon with a visual dip within the injection molded half floor. This leads to a non-zero state of stress within the half earlier than any exterior hundreds are utilized, and finally will have an effect on the yield energy. FFF printed components expertise an identical inconsistency in cooling, however it’s brought on by the delay between extrusion of the layers. New layers are extruded at the next temperature than the cooled earlier layer, and when the brand new layer cools it would trigger a contraction of each layers. Determine 3 demonstrates warping of printed components that generally happens with out a heated mattress or managed environmental situations. Printing on a heated mattress or controlling ambient temperatures permits every layer to chill to the next ambient temperature, and thus leads to a extra constant cooling of layers and diminished warping. The first objects recognized as essential for inner residual stresses are filament sort (materials), printer ambient situations (heated mattress and heated chamber), and slicer settings (hotend temperature and extrusion velocity).
[2] Beer, Ferdinand P., et al., Mechanics of Supplies, McGraw-Hill Training (India) Non-public Restricted, 2017.

Determine 2. Dip within the floor of a roll of filament on account of contraction throughout uneven cooling.

Determine 3. Warping of printed half on the construct floor.
1.2.2 Failure Attributable to Delamination within the Z-Course
Delamination of Z-layers, as seen in Determine 4, happens when there may be inadequate bonding between printed layers. This can be a results of incorrect extrusion temperature leading to a chilly joint, extreme contraction between layers, or from international contaminants stopping correct physiochemical adhesion. The recognized causes of delamination are primarily as a result of filament (materials, producer, and storage historical past), extruder-hotend-nozzle mixture, printer heating functionality (mattress and chamber), and slicer settings (hotend temperature).

Determine 4. Delamination of PLA specimens within the z-direction.
1.2.3 Failure Attributable to Delamination within the X-Y Course
Geometric accuracy of injection molded components is closely influenced by the standard of the mildew and the cooling of the components after injection, however FFF print accuracy relies on the power to exactly management the place and quantity of filament extruded. The correct quantity of the fabric have to be extruded within the right location for every layer. The fabric is extruded in traces that could be parallel or overlap different extruded traces. The standard of the line-to-line bond is essential to stop extruded traces from separating underneath load. Slicing software program sometimes modifies the extruder path to create overlap between outlines and infill to advertise adhesion, but when the extrusion settings are incorrect there could also be inadequate materials extruded to permit correct bonding between the respective extruded traces. The recognized variables affecting delamination within the X-Y path are filament (materials, producer, and storage historical past), extruder-hotend-nozzle mixture, printer movement system accuracy/repeatability, and slicer settings (hotend temperature, define overlap, and extrusion multiplier).
1.3 Testing Parameters for Section One
Desk 1: Failure modes and recognized causes of failure.
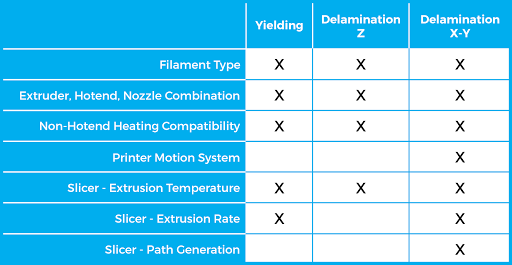
Desk 1 reveals a abstract of the earlier part evaluation. The seemingly limitless mixture of the above components makes it impractical to check each doable variable without delay. The Valpo workforce acknowledges that many customers are financially restricted on {hardware} modifications, and the buyer neighborhood will profit extra from a information on free software-based adjustments to their printing course of. The workforce additionally recognized the significance of performing early checks with generally utilized parts in order that outcomes usually tend to apply to a typical person’s setup.
1.4 Testing ‘Dumbbell’ Specimens

Determine 5. FFF printed ‘dumbbell’ specimens.
The primary specimen geometry examined is the ASTM D412-06a ‘dumbbell’, as seen in Determine 5. This testing customary evaluates tensile properties of each thermoplastic elastomers and vulcanized thermoset rubbers. This customary was initially chosen to permit testing of inflexible filaments like PLA, and versatile filaments like TPU/TPE.
Preliminary checks with the ‘dumbbell’ specimen reveal that the geometry could also be efficient for testing polymer/elastomer sheets, however it isn’t conducive for FFF printed half testing. The geometry’s faults are as follows:
- The specimen have to be clamped on each ends for tensile checks, and this restricts the person to 100% infill of the ends to stop crushing.
- Any misalignment of the specimen within the testing equipment leads to non-uniaxial forces that contribute to inconsistent peak specimen hundreds.
- Printing the specimens in a vertical orientation leads to a comparatively tall and slender print that’s susceptible to geometric printing errors on the prime.
- The vertical association additionally leads to stacked potential failure factors, and the weakest layer bond controls the breaking energy.
- The scale of the specimen limits variation within the p.c infill, variety of outlines, and variety of prime/backside layers.
- The gap between the highest floor of the printed half and the printer mattress is a number of orders of magnitude completely different for vertical and horizontally printed specimens. The distinction partly heating can have an effect on the bond energy, and this could lead to non-equivalent comparability of the 2 print orientations.
- Few horizontally oriented specimens will be printed at one time so it reduces batch specimen print dimension.
These shortcomings show the necessity for a brand new specimen geometry to correctly characterize the FFF course of.
2. EXPERIMENTAL SETUP
2.1 Tensile Specimen Geometry
The inherent variability of FFF 3D printers made it difficult to pick the specimen geometry that leads to essentially the most constant tensile testing. The aim is to seek out essentially the most acceptable specimen geometry the place the outcomes will be extrapolated to a number of hotend and printer mixtures. Desired properties of the brand new specimen are:
- The power to print the specimen in several orientations with out widespread printer limitations affecting the specimen energy.
- A geometry that enables for a mess of slicer settings to alter the ensuing printed specimen.
- Comparatively low specimen quantity to reduce print time and value.
- Comparatively small footprint to allow giant batch sizes.
- Ease of removing from printer mattress to reduce the impact of specimen dealing with.
- Means to reduce non-uniaxial forces produced from misalignment within the tensile testing equipment.

Determine 6. Technical drawing of recent specimen.
 and post-testing PETG specimen (right).")
Determine 7. New specimen design loaded in MTS QTest 150 tensile testing machine. View of the customized loading pins within the MTS machine (left) and post-testing PETG specimen (proper).
The brand new specimen design, as proven in Determine 6 and seven, overcomes the challenges found within the first set of checks in a number of methods. First, the brand new specimen geometry self-aligns when performing tensile testing on account of using loading pins as an alternative of clamps. This additionally eliminates the necessity for clamping onto strong sections of the specimen. The brand new loading course of introduces the next stage of repeatability and reduces the cycle time for checks. The specimen form can be designed with slicer settings in thoughts; particularly, prime/backside layers, variety of outlines, and p.c infill. The thicker specimen permits for a wider vary of those settings to be examined on the identical geometry. The print space decreases from 2500 mm2 to 1100 mm2, and the strong physique quantity stays comparatively low at 7000 mm3. Lastly, the form permits for the components to be printed in numerous configurations with out requiring important helps, or growing the size to thickness ratio excessively.
2.2 Printing {Hardware} and Filament
The Prusa i3 MK2 printer is used because the testing {hardware} as a result of sub $1000 price ticket, a direct-drive extruder, a heated mattress, real E3D-V6 hotend, and auto-leveling {hardware}. Additionally, there isn’t any enclosure to guard the specimen or printer from the house atmosphere. This enables for extra generalization as most funds client printers wouldn’t have enclosures. Sooner or later, an enclosure will likely be added so the advantages of environmental safety from disturbances, resembling drafts from an AC vent, will be quantified. The printers have been assembled by one particular person on the workforce. The one modification made to the printers is exchanging the brass nozzle for a hardened metal nozzle of the identical diameter when printing NylonX. That is completed to stop put on in order that the brass nozzles can be utilized for future specimens.
MatterHackers’ filament is used for the testing on account of its widespread use, availability of filament varieties, and their filament particular options for baseline slicer settings. Within the title of transparency it must also be famous that MatterHackers donated filament to help this analysis, however all outcomes are absolutely generated by the Valparaiso College workforce with out modification.
2.3 Batch Printing Configuration
Ten specimens are printed in every batch to restrict print time whereas sustaining smaller printer compatibility. Extra batches are printed after the ‘finest’ extrusion temperature is decided to cut back uncertainty. A complete of thirty specimens are produced for the ‘finest’, ‘finest’+5 ˚C, and ‘finest’-5 ˚C extrusion temperatures respectively. Structure of the specimens, as seen in Determine 8, is dictated routinely by Simplify3D. This eliminates the possibility of inconsistent spacing when creating new print recordsdata. Specimens and unused filament are saved inside a Ziploc WeatherShield 26.5 Quart Storage container with a 1.7 lbm silica gel desiccant bead canister till testing or printing. Tensile testing is usually accomplished inside 3 days of printing the specimens.

Determine 8: Simplify3D format of ten tensile specimens on a Prusa i3 MK2.
2.4 Slicer Software program
Simplify3D is used because the slicer software program on account of its versatility with setting decisions and its recognition amongst customers. All baseline parameters are pulled from the MatterHackers on-line information. If a spread is given then the imply worth is used. Testing focuses closely on figuring out the ‘finest’ hotend temperatures for every respective filament. That is outlined because the minimal temperature the place the tensile energy stays comparatively fixed no matter a rise within the extrusion temperature. The bottom worth is reported to reduce oozing/zits widespread with increased extrusion temperatures. Probably the most acceptable hotend temperature is a hotly debated subject throughout the printing neighborhood; nevertheless, numerous variables can have an effect on the ‘finest’ temperature for every filament sort. The hotend temperature is the one parameter assorted within the first set of checks. Extra checks are carried out after the ‘finest’ hotend temperature is decided. These checks concurrently range completely different parameters to find out tensile energy sensitivity.
All of the prints are carried out utilizing an SD card for g-code switch. Inconsistent switch of the g-code to the printer from a pc can come up on account of connection or software program points, and using a SD card eliminates that further variability.
3. TESTING METHODOLOGY
3.1 Verification of Equal Printer Assumption
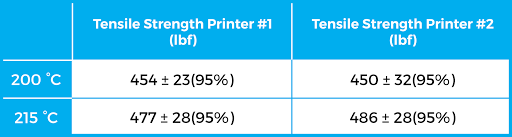
Two Prusa i3 MK2s are used on this section to expedite testing. It’s essential to validate the null speculation that any distinction within the tensile energy between the 2 printers is as a result of inherent variability within the course of. These checks used a single roll of black MH Construct Collection PLA printed at 200 °C and 215 °C respectively. Outcomes for these check are proven in Desk 2. A two-way evaluation of variance is carried out on the tensile energy of the specimens after tensile testing. The impact of utilizing two separate printers isn’t statistically important on the 0.05 significance stage (F ratio = 0.024, p>0.05). The statistically insignificant distinction justifies the transfer to deal with variability launched by the 2 printers as negligible
Desk 2: Tensile check outcomes to find out whether it is acceptable to contemplate the printers as equal.
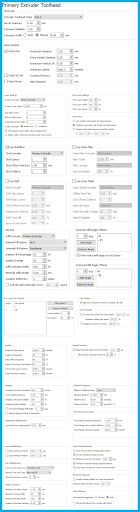
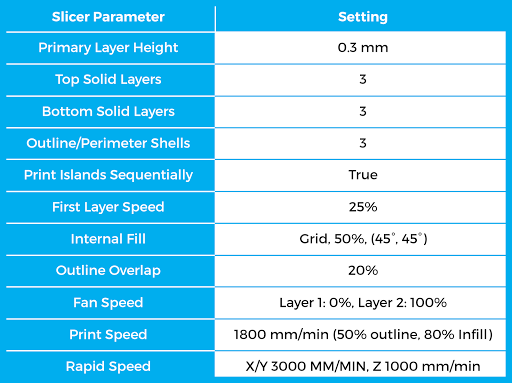
A choice of the baseline slicer settings for the printed specimens are listed in Desk 3, and detailed screenshots of settings are offered within the appendix. Non-filament particular settings, resembling print velocity, are generated from the Prusa i3 MK2 profile on Prusa’s official web site. Any remaining settings are chosen from previous expertise and information from the Valpo workforce.
Desk 3: A choice of the slicer baseline slicer settings used within the first set of checks.
3.3 Willpower of Minimal Hotend Temperature
Minimal hotend temperature for every sort of filament is decided from evaluation of each the height load and energy to weight ratios. Most temperature checks begin at 15 °C under the MatterHackers common advisable hotend temperature; nevertheless, in some circumstances after information is reviewed, it could be decided that the minimal hotend temperature isn’t reached. In these circumstances, hotend temperature is dropped by 5 °C for each batch till both the minimal temperature is discovered, or print failure happens (e.g. delamination within the z-direction throughout printing).
3.4 Tensile Testing Process
After a batch of specimens finishes printing, it’s positioned in a Ziploc WeatherShield 26.5 Quart Storage container with a 1.7 lbm silica gel desiccant bead canister inside for at the very least 8 hours. Specimens are examined at room temperature, 70 ± 5 °F. When sufficient specimens are printed, every batch is then weighed with an AWS-100 scale, and the common recorded. Specimens are loaded right into a MTS QTest 150 tensile machine by way of the loading pins which begin with a center-to-center distance of roughly 19 mm. A continuing elongation price of 5 mm/min is utilized when testing begins. This testing velocity relies off the ASTM customary mentioned beforehand. A 33700 lbf (150 kN) MTS load cell is used to measure the utilized load, the displacement relies on the body readings, and the information is collected by a Dell Optiplex 990 PC at 60 Hz.
4. RESULTS
4.1 Hotend Tensile Outcomes
Desk 4: Tensile check outcomes for MatterHackers filament. Values signify the common for specimens printed at or above the minimal advisable hotend temperature.
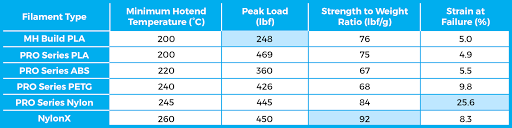
A comparability of the experimentally decided tensile properties for every respective filament sort is offered in Desk 4. The desk compares prints of MatterHackers MH Construct PLA, PRO Collection PLA, PRO Collection PETG, PRO Collection ABS, PRO Collection Nylon, and NylonX. The height load, energy to weight ratio, and pressure at failure are all averages of specimens that meet or exceed the minimal steered hotend temperature. The items of lbf/g are chosen for the energy to weight ratio on account of customers’ familiarity with lbf and the widespread follow of measuring filament/prints in grams.
These numbers usually are not meant to foretell the energy of a person’s particular printed half. The outcomes are merely used to find out the relative energy of 1 filament to a different. This enables a wider viewers to use the teachings realized in direction of their very own prints. The complicated nature of FFF printed components requires a extra complicated evaluation of stress concentrators, loading path/sort/price, and the results of working temperature/humidity/age/and so on… to find out the mechanical properties of a selected half.
4.1.1 Black MH Construct PLA
MatterHackers Black MH Construct PLA is the primary filament examined. Determine 9 reveals the hotend-temperature energy to weight ratio (S-W) curve for Black MH Construct PLA. The plot reveals that a rise from 185 °C to 200 °C yields a 43% improve within the energy to weight ratio. The graph reveals that after 200 °C the height load stays comparatively fixed; consequently, the advisable minimal hotend temperature for Black MH Construct PLA is 200 °C.

Determine 9: MatterHackers Black MH Construct PLA hotend temperature comparability for a horizontal specimen print orientation.
4.1.2 Black PRO Collection PLA
Determine 10 reveals the outcomes for MatterHackers Black PRO Collection PLA. It’s anticipated that PRO Collection PLA will carry out just like the MH Construct PLA, and above the 200 °C mark the 2 supplies produce related outcomes; nevertheless, PRO Collection PLA didn’t expertise the drop off in energy under 200 °C. The authors suggest printing with at the very least 200 °C for this specific printer setup as a result of slight improve within the S-W ratio; nevertheless, it doesn’t seem that there will likely be a major discount within the half energy for this testing orientation under 200 °C.

Determine 10: MatterHackers Black PRO Collection PLA hotend temperature comparability for a horizontal specimen print orientation.
4.1.3 Black PRO Collection ABS
Black PRO Collection ABS filament produced the weakest prints with most failing under 400 lbf. Determine 11 reveals the inconsistent S-W ratio development for the examined hotend temperatures. One situation with printing the ABS specimens is that warping of the specimens happens for many batches. It’s doable that the specimens carry out poorly throughout tensile testing on account of residual stresses induced by the uneven cooling, and a rise within the ambient temperature may scale back this impact. Extra checks past the preliminary ten specimens usually are not carried out as a result of challenges in printing ABS with the present setup. The Valpo workforce is hesitant to make a suggestion with out further checks in an elevated temperature printing atmosphere, however the specimens printed at 220 °C demonstrated the best peak load and biggest ductility; subsequently, that’s the present steered minimal hotend temperature.
Future checks on all filament varieties will reveal what enhancements within the tensile energy are available with an elevated ambient temperature.

Determine 11: MatterHackers Black PRO Collection ABS hotend temperature comparability for a horizontal specimen print orientation.
4.1.4 Crimson PRO Collection PETG
Crimson PRO Collection PETG outcomes, as proven in Determine 12, reveal a rise within the S-W ratio from 235 °C to 240 °C, after which a comparatively fixed S-W ratio above 240 °C. This leads the Valpo workforce to recommend a minimal hotend temperature of 240 °C. You will need to notice that though PRO Collection PETG has a decrease S-W ratio as in comparison with PLA, it didn’t fail in a brittle method. PRO Collection PETG specimens sometimes stayed intact, and had roughly double the elongation earlier than failure as in comparison with PLA. This improve within the elongation result in an roughly threefold improve within the toughness as a result of form of the stress-strain curve. The upper extrusion temperature and slight variability of samples leads the Valpo workforce to hypothesize that further positive aspects in energy could also be discovered with a rise within the ambient print temperature.

Determine 12: MatterHackers Crimson PRO Collection PETG hotend temperature comparability for a horizontal specimen print orientation.
4.1.5 Blue PRO Collection Nylon
Nylon is broadly thought-about as a comparatively ductile polymer. MatterHackers Blue PRO Collection Nylon carried out as anticipated with the best ductility ranking of all filaments by greater than 100%. PRO Collection Nylon’s most fascinating attribute is its failure modes. At decrease hotend temperatures PRO Collection Nylon’s layers delaminate inflicting peak load functionality to drop. The delamination impact disappears after a hotend temperature threshold of 245 °C is obtained, and the failure mode transitions right into a extra anticipated yielding failure. Each PRO Collection PETG and NylonX expertise the delamination failure, however the Nylon filament requires the next hotend temperature earlier than the failure mode dies out. Determine 13 reveals that the S-W ratio dips at 250 °C and the Valpo workforce believes this is because of a single 10 specimen batch that exhibited decrease S-W ratios as in comparison with the opposite batches at 250 °C. The steered minimal hotend temperature for PRO Collection Nylon on this specific setup is 245 °C.

Determine 13: MatterHackers Blue PRO Collection Nylon hotend temperature comparability for a horizontal specimen print orientation.
4.1.6 NylonX
Maybe essentially the most fascinating filament check outcomes are MatterHackers’ NylonX. There’s important problem bonding the z-layers of NylonX at low hotend temperatures. The workforce attributes this to an open print mattress atmosphere slightly than an enclosed chamber. The S-W ratio of NylonX is the bottom of all filaments examined on the low temperature finish, however it achieves the best ranking after the 260 °C mark. Using a hardened metal nozzle of 0.4 mm allowed the workforce to protect the brass nozzles for testing continuity, however the decrease thermal conductivity of the metal limits warmth switch to the filament. To rectify this, the workforce printed at increased hotend temperatures than different filaments. Determine 14 reveals that growing the hotend temperature from 255 °C to 260 °C leads to a 55% improve within the S-W ratio. The steered hotend temperature for NylonX with a hardened metal nozzle is at the very least 260 °C.

Determine 14: MatterHackers NylonX hotend temperature comparability for a horizontal specimen print orientation.
4.2 Extra Checks
Figuring out minimal hotend temperatures is a vital side of FFF printing, however it doesn’t embody all the components that have an effect on print energy. The Valparaiso College workforce realizes that the tensile energy of components printed within the earlier part are depending on further components resembling half fan cooling, z-layer top, variety of outlines, variety of prime/backside layers, infill proportion, and print velocity. An in-depth evaluation of all these components would require a paper of its personal, however these preliminary outcomes ought to help customers in making extra knowledgeable choices about their slicer settings.
4.2.1 Half Fan Cooling
Desk 5: Tensile outcomes for half fan checks with Black MH Construct PLA.

Using an element fan can improve the capabilities of a printer throughout bridging operations or for areas with steep angles, however it additionally could have an effect on the power for layers to bond. Testing this impact on the tensile energy first requires figuring out the minimal hotend temperature, after which printing a batch of thirty specimens in Black MH Construct PLA with the half fan off. Desk 5 reveals that printing with the half fan off produces a statistically important impact on the height load; nevertheless, the rise in energy is simply 5%. The fan’s low influence on half energy signifies that the fan can be utilized with a statistically important, however minimal impact on the energy of PLA components.
4.2.2 Layer Top
Decreasing the layer thickness can have a optimistic impact on the beauty look of a printed half, however it might probably additionally improve the general print time. These are comparatively straightforward outcomes to foretell with fashionable slicer outputs, however the impact on mechanical energy with completely different layer thicknesses is unknown.
Specimens from part 4 are printed with 0.3 mm layer heights to lower the general print time. Extra checks are run with 0.1 mm layers to find out if the thinner layers have a statistically important impact on the tensile energy. One further modification to the baseline g-code is to regulate the variety of prime and backside strong layers. That is an try to keep up the general thickness of the strong layers on the highest and backside of every tensile specimen.
Desk 6 reveals the outcomes of the layer top check, and the 0.3 mm and 0.1 mm tensile outcomes are statistically related. Extra checks are essential to enhance the statistical certainty that layer top doesn’t have an effect on the tensile energy of specimens, however these preliminary checks recommend that it doesn’t play a major position.
Desk 6: Tensile outcomes for layer top checks with Black MH Construct PLA.

4.2.3 Outlines or Prime/Backside Layers
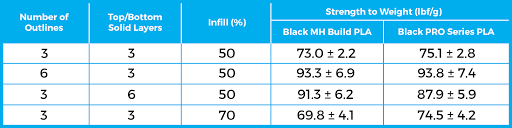
Including materials to printed components can improve the general energy. The person can add outlines, prime/backside strong layers, or improve infill proportion, however which methodology of addition is simplest in growing energy? The Valpo workforce printed specimens with double the variety of outlines, double the strong layers on the highest/backside, and a rise to 70% infill. The worth of 70% infill is chosen as a result of related specimen weight in comparison with the opposite two modified specimens.
Evaluation of the leads to Desk 7 demonstrates that a rise within the energy to weight ratio is feasible with outlines and strong layers, however that growing the infill proportion didn’t have a statistically important impact. You will need to notice that the kind of loading and print geometry is essential to the place materials ought to be added. Compressive hundreds or complicated geometry could shift the essential areas. Future checks with completely different loading configurations could shine mild on these results.
Desk 7: Tensile energy of specimens with added materials in several areas.
4.2.4 Infill
The earlier part critiques the impact of a rise from 50% infill to 70% infill. Extra infill percentages should be investigated to find out if the rise in energy follows a development.
Determine 15 shows p.c infill versus peak load for specimens present process tensile loading. This graph reveals that from 50% to 80% infill the slope for growing energy is comparatively shallow; nevertheless, the slope is roughly 4 instances higher above 80% infill. That is probably on account of elevated bonding between infill traces. These outcomes will should be repeated for different geometries and hundreds, resembling pure compression, to definitively state a higher improve within the peak load is noticed for the 80-100% infill vary.

Determine 15: MatterHackers Black MH Construct PLA and Black PRO Collection PLA p.c infill versus peak load.
4.2.5 Print Velocity
Print velocity is one other issue that sometimes has an impact on the person expertise. The power to print ever quicker is a requirement on the FFF business, however the impact of this improve in print velocity on half energy is usually neglected.
The Prusa i3 MK2 baseline specimens are all printed at 1800 mm/min with the intent of minimizing geometric errors. The printer is, nevertheless, able to printing quicker. Extra velocity check outcomes are proven in Determine 16. Black MH Construct PLA reveals no statistically important lower in energy when growing the velocity from 1800 to 3600 mm/min, however at 4800 mm/min the S-W ratio decreases by 8%. Black PRO Collection PLA S-W ratio barely will increase at 3600 mm/min, however just like MH Construct PLA it decreases at 4800 mm/min. Solely the top person can decide if this lower in energy is appropriate, and if there are further beauty results from printing at these increased speeds. The impact of accelerating print velocity will probably change primarily based on the geometric accuracy of printers at increased speeds, and on the power of the hotend-nozzle mixture to switch ample vitality into the extruded filament.

Determine 16: Black MH Construct PLA and Black PRO Collection PLA print velocity versus energy.
4.3 Abstract of Check Outcomes
Desk 8: Comparability of MatterHackers filaments.
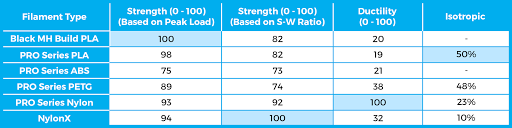
Desk 8 reveals the relative rankings of peak load, energy to weight ratio, ductility, and isotropic (non-directionality of energy). Analyzing the desk reveals that MH Construct PLA and PRO Collection PLA are wonderful common use filaments for the common person. They’ve excessive peak hundreds, and exhibit the perfect isotropic ranking. The primary downside is the comparatively brittle failure as in comparison with PRO Collection PETG and PRO Collection Nylon.
PRO Collection ABS carried out poorly within the tensile checks with the bottom peak load, S-W ratio, and comparatively low ductility. These outcomes, coupled with the problem of warping specimens, make it arduous to suggest ABS for this printer setup. The emission of styrene whereas printing ABS additional reduces the attractiveness of this filament sort [3]. The Valpo workforce believes that the arrival of newer filament varieties eliminates the necessity for ABS within the client printing market.
PRO Collection PETG outcomes characterize the fabric as a well-rounded filament. The filament is barely weaker than PLA, however with a ~100% improve within the pressure at failure. It has the second highest ductility ranking and the second highest isotropic ranking. There are nonetheless challenges related to printing in PETG, resembling the upper extrusion temperature, however general PETG has the potential to problem PLA as the first filament sort.
PRO Collection Nylon and NylonX are difficult filaments to print; nevertheless, additionally they include some distinctive advantages. If there’s a want for prints to exhibit excessive deformation with out failure, Nylon is the steered filament. NylonX alternatively is extra appropriate for weight-dependent purposes, like customized drone components.
[3] P. Azimi, D. Zhao, C. Pouzet, et al., “Emissions of Ultrafine Particles and Unstable Natural Compounds from Commercially Accessible Desktop Three-Dimensional Printers with A number of Filaments,” Environmental Science and Expertise, Vol. 50, pp 1260-1268, Jan. 2016.
5. CONCLUSION
The analysis workforce at Valparaiso College is working to tell the buyer FFF neighborhood on how slicer settings, significantly hotend temperature, have an effect on tensile properties of various filament supplies. The outcomes can dispel many conventional myths concerning client FFF printing, and they’ll hopefully support each skilled and novice 3D printer customers in figuring out essentially the most relevant filament for his or her undertaking. FFF printers have many variables that have an effect on half energy outdoors of simply the slicer settings; subsequently, it isn’t advisable to make use of this information to estimate the energy of printed components. As a substitute, the analysis workforce suggests you have a look at the relative values to find out how completely different filament varieties will probably carry out by yourself printer. Probably the most acceptable slicer settings for different hotend fashions, filament diameters, nozzle diameters, and so on.… could range broadly. The Valpo workforce hopes the outcomes offered on this report encourage customers to contemplate how all these variables may have an effect on printed components, and the workforce hopes future experiments will solely improve parameter consciousness.
The Valpo workforce is all the time searching for methods to help the buyer FFF neighborhood. You possibly can vote on the following space of analysis by visiting our social media accounts on the following web page!
ABOUT THE ACCELERATED 3D PRINTING LAB AND VALPARAISO UNIVERSITY
The Accelerated 3D Printing Lab is situated within the School of Engineering at Valparaiso College. Engineering at Valpo is an undergraduate solely program that’s constantly ranked within the prime 20 undergraduate engineering applications within the nation by U.S. Information & World Report. The Accelerated 3D Printing Lab was established within the Summer season of 2018 to help Valpo’s additive manufacturing analysis. College students examine a wide range of conventional and novel additive manufacturing strategies with the intent of open entry to the analysis.
ABOUT THE AUTHORS
Samuel Hart ’17 and Trevor Grey ’20 examined over 2000 specimens to find how slicer settings have an effect on the tensile energy of components. The outcomes on this paper wouldn’t be doable with out their arduous work and dedication. Dr. Daniel Blood, Assistant Professor of Mechanical Engineering and Bioengineering at Valpo, oversaw the work carried out by Sam and Trevor.

Extra due to Kelsey Unser, Rima Miller, Tyler Smar, and William Foy for his or her assist in establishing the analysis.
Valparaiso College School of Engineering Web site
Accelerated 3D Printing Lab Fb: @Accelerated3DPrintingLab
Twitter: @printing_lab
SPECIAL THANKS TO DAVE GAYLORD AT MATTERHACKERS
The Valpo workforce appreciates MatterHackers’ donation of filament for these checks, and likewise for Dave’s invaluable enter on testing. All filaments examined on this report can be found at their on-line retailer.
Store 3D Printing:
www.matterhackers.com
MatterHackers Fb:
@MatterHackers
Twitter:
@MatterHackers
APPENDIX – SIMPLIFY3D SETTINGS